








Si prodhohen këto pjesë me mure të hollë?

Tjerrja e metalit është një proces formimi rrotullues simetrik për llamarinën. Boshti i shtyn boshllëkun dhe bërthamën e kallëpit të rrotullohen, dhe më pas rrota rrotulluese ushtron presion në boshllëkun rrotullues. Për shkak të lëvizjes rrotulluese të boshtit kryesor të makinës tjerrëse dhe lëvizjes gjatësore dhe tërthore të ushqimit të veglës, ky deformim plastik lokal gradualisht zgjerohet në të gjithë boshllëkun, duke marrë kështu forma të ndryshme të pjesëve rrotulluese të trupit të zbrazëta.
Kostoja e procesit: kostoja e mykut (e ulët), kostoja e një pjese (e mesme)
Produktet tipike: mobilje, llamba, hapësirë ajrore, transport, sende tavoline, bizhuteri etj.
Rendimenti i përshtatshëm: prodhim i vogël dhe i mesëm në grup


Cilësia e sipërfaqes:
Cilësia e sipërfaqes varet kryesisht nga aftësia e operatorit dhe shpejtësia e prodhimit
Shpejtësia e përpunimit: Shpejtësia e prodhimit mesatar deri në të lartë, në varësi të madhësisë së pjesës, kompleksitetit dhe trashësisë së fletës
Materialet e aplikueshme:
I përshtatshëm për fletë metalike të ngrohta si çelik inox, tunxh, bakër, alumin, titan, etj.
Konsideratat e projektimit:
1. Tjerrja metalike është e përshtatshme vetëm për prodhimin e pjesëve rrotulluese simetrike, dhe forma më ideale është pjesët metalike gjysmësferike me guaskë të hollë;
2. Për pjesët e formuara nga tjerrjet metalike, diametri i brendshëm duhet të kontrollohet brenda 2.5 m.

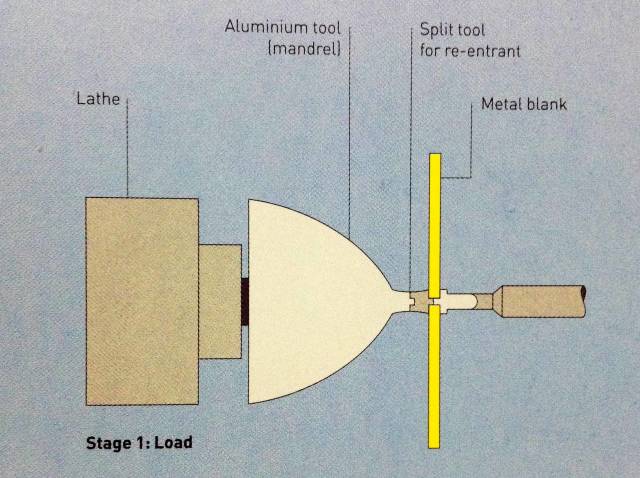
Hapi 1: Fiksoni fletën e prerë të rrumbullakët metalike në mandrelin e makinës.
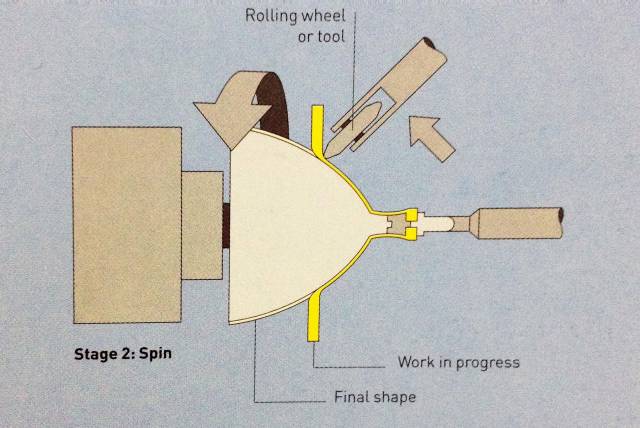
Hapi 2: Mandreli e shtyn pllakën metalike rrethore të rrotullohet me një shpejtësi të lartë dhe mjeti me vrapues fillon të shtypë sipërfaqen metalike derisa pllaka metalike të përshtatet plotësisht me murin e brendshëm të kallëpit.
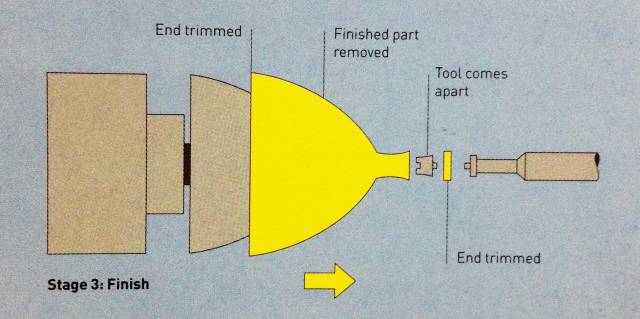
Hapi 3: Pas përfundimit të formimit, mandreli hiqet dhe pjesa e sipërme dhe e poshtme e pjesës priten për çmontim.
Na dërgoni mesazhin tuaj:
-

Pjesë përpunuese CNC prej alumini
-

Fabrikim i llamarinës prej alumini
-

Pjesë të përpunimit CNC me saktësi të lartë të Aksit
-

Pjesë të përpunuara me CNC për Italinë
-

Përpunim CNC Pjesë Alumini
-

Përpunimi i pjesëve të automjeteve
-

Forgings aliazh titani
-

Pajisjet e titanit dhe aliazhit të titanit
-

Titanium dhe aliazh titani forgings
-

Tela titani dhe aliazh titani
-

Shufra titani
-

Tuba/Tuba pa tegel titani
-

Tuba/Tuba me saldim me Titan